



Tehnica lipirii si a sudurii
Mic abecedar al lipirii tevilor din cupru si a altor materiale.
Procedeele de lipire moale si lipire tare se deosebesc prin temperatura de lucru utilizata:
- Lipire moale < 450 grd. C
- Lipire tare > 450 ... 1100 grd. C
- Sudura autogena > 1250 grd. C
Lipire moale < 450 grd. CAparate de lipit: arzator Ropower, Roflame, ciocan de lipit cu gaz. Gaze tehnice/butelii gaz: Multigas, Supergas C200, cartuse de gaz perforabile. Decapant lipire moale, Rosol 3. Imbinarea tevilor din cupru in sisteme de incalzire, metale neferoase. Imbinarea cu ciocanul de lipit cu gaz, a jgheaburilor pentru ape pluviale, lucrari de tinichigerie.
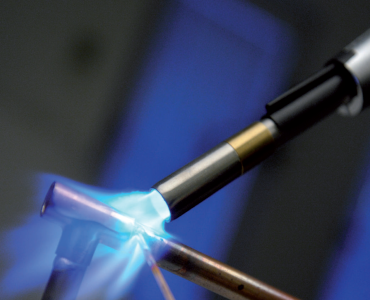
Lipire tare > 450 ... 1100 grd. CAparate de lipit: Arzatoare Super Fire, Turbojet Gaze tehnice/butelii gaz: Mappgaz, Maxigas, Multigas Decapant: pasta de lipit LP5 pentru lipiri tari. Imbinarea tevilor din cupru, alama, metae neferoase, tabla zincata, imbinari metalice.
Sudura autogena > 1250 grd. CAparate de lipit: Roxy Kit, echipament oxiacetilena RE17 Gaze tehnice/butelii gaz: Maxigaz, acetilena, oxigen Decapant: praf de lipire tare. Imbinarea metalelor neferoase (cupru, alama, zinc), inox.

Share on Facebook

Share on X

Share on Pinterest
-
Lampa lipire tevi cupru Rothenberger Rofire 4 Piezo
Preț special 347,00 RON Preț standard 407,00 RON -
Arzator lipire tare Rothenberger Super Fire 4 Hot Box
Preț special 1.123,00 RON Preț standard 1.309,00 RON -
Arzator lipiri tari si moi Turbojet Swivel Twin Sievert 264133
Preț special 391,00 RON Preț standard 449,00 RON









